

Infrastructure that keeps projects energised.
From copper drawing to final spooling, every process is housed in our Friends Colony facility to maintain repeatable quality and delivery.
Olive Cables (India) Pvt. Ltd, SANSAR COMPOUND, 519/1/16, Grand Trunk Rd, Block R, Dilshad Garden, New Delhi, Delhi - 110095, India

Manufacturing
Precision Production
Advanced production lines for high-volume, global-standard wiring.
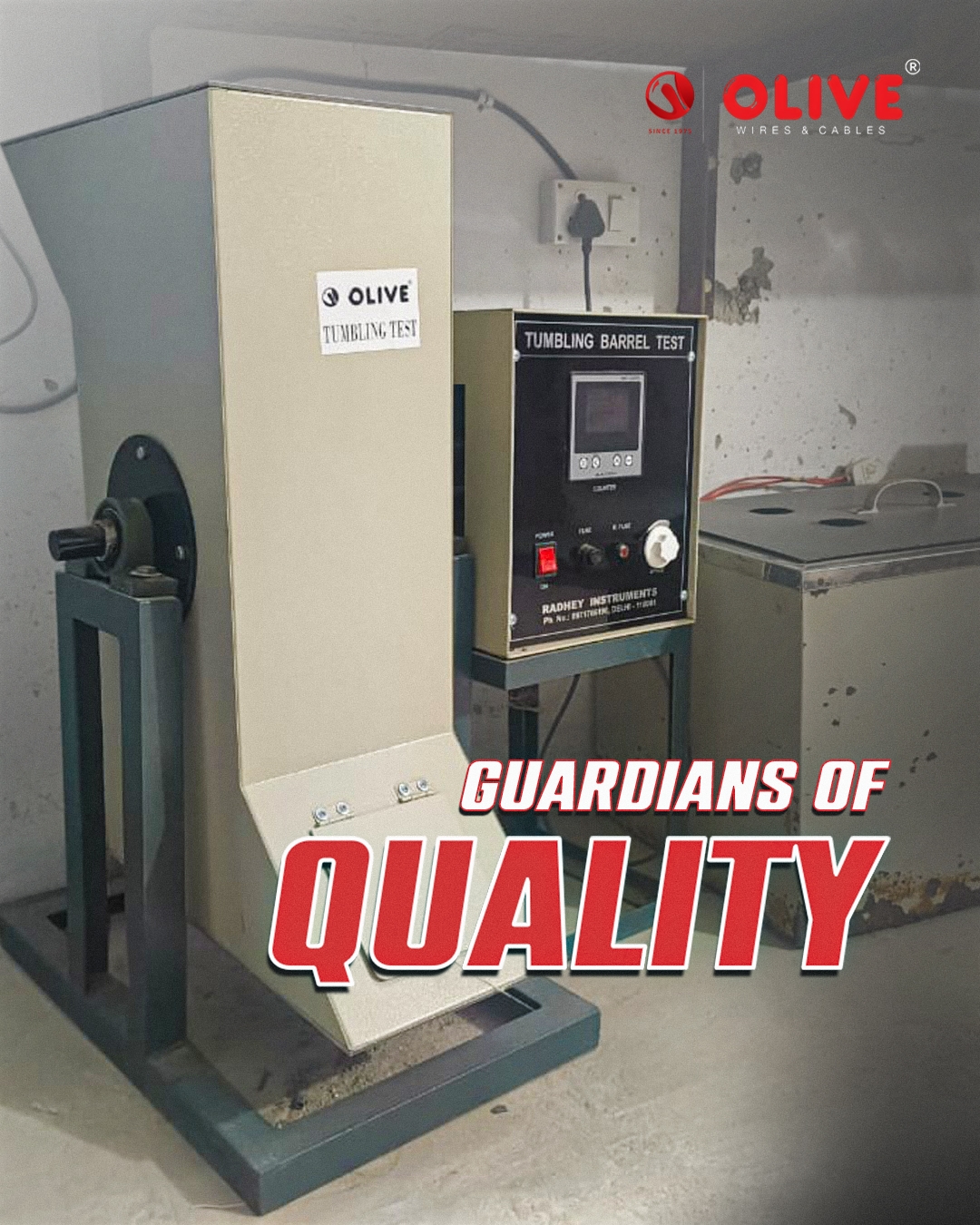
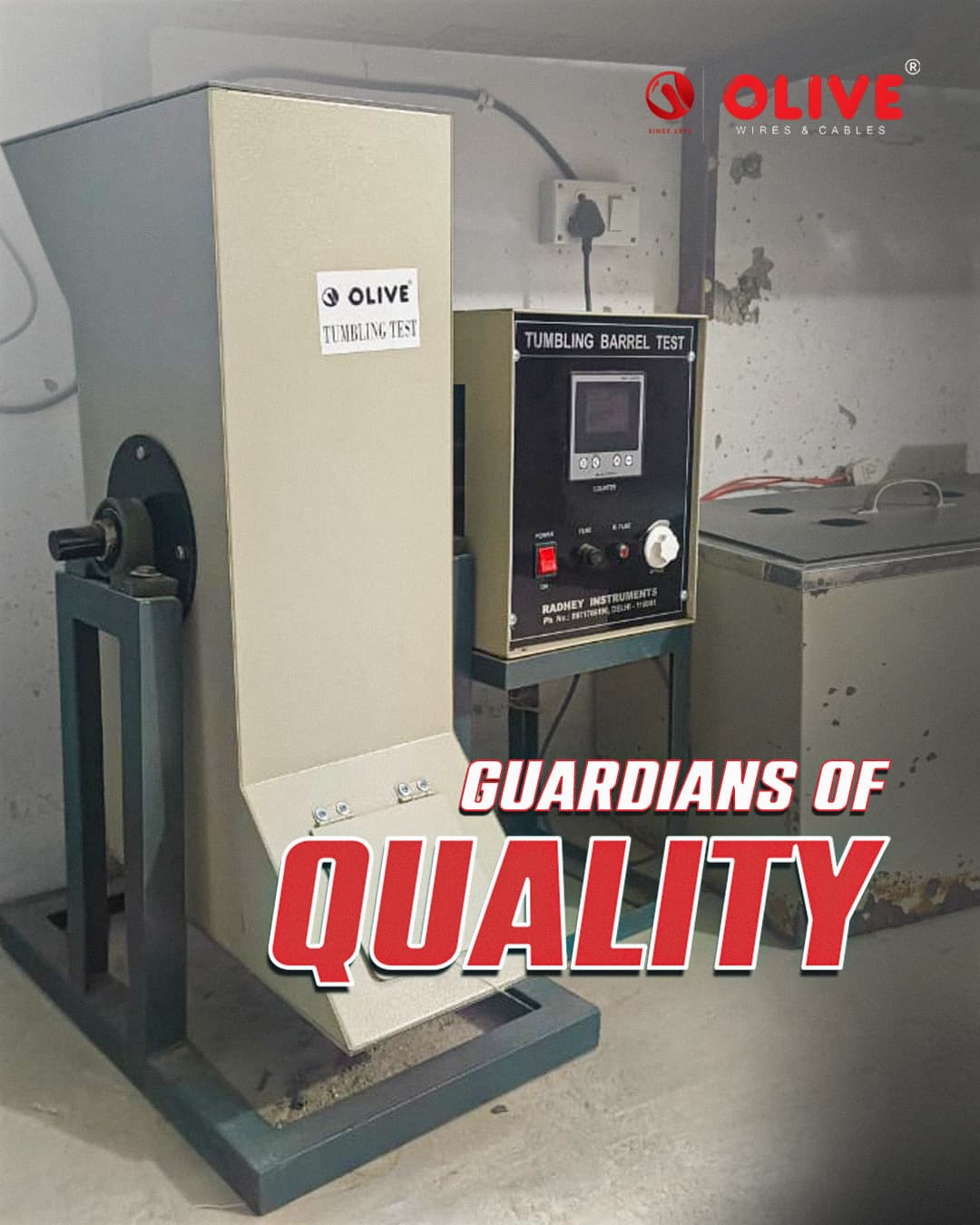
Quality Control
Testing Sanctuary
Comprehensive in-house quality assurance and stress testing labs.

Infrastructure
Scaled Capacity
15,000+ sq. feet dedicated to high-efficiency industrial production.
Technical Core
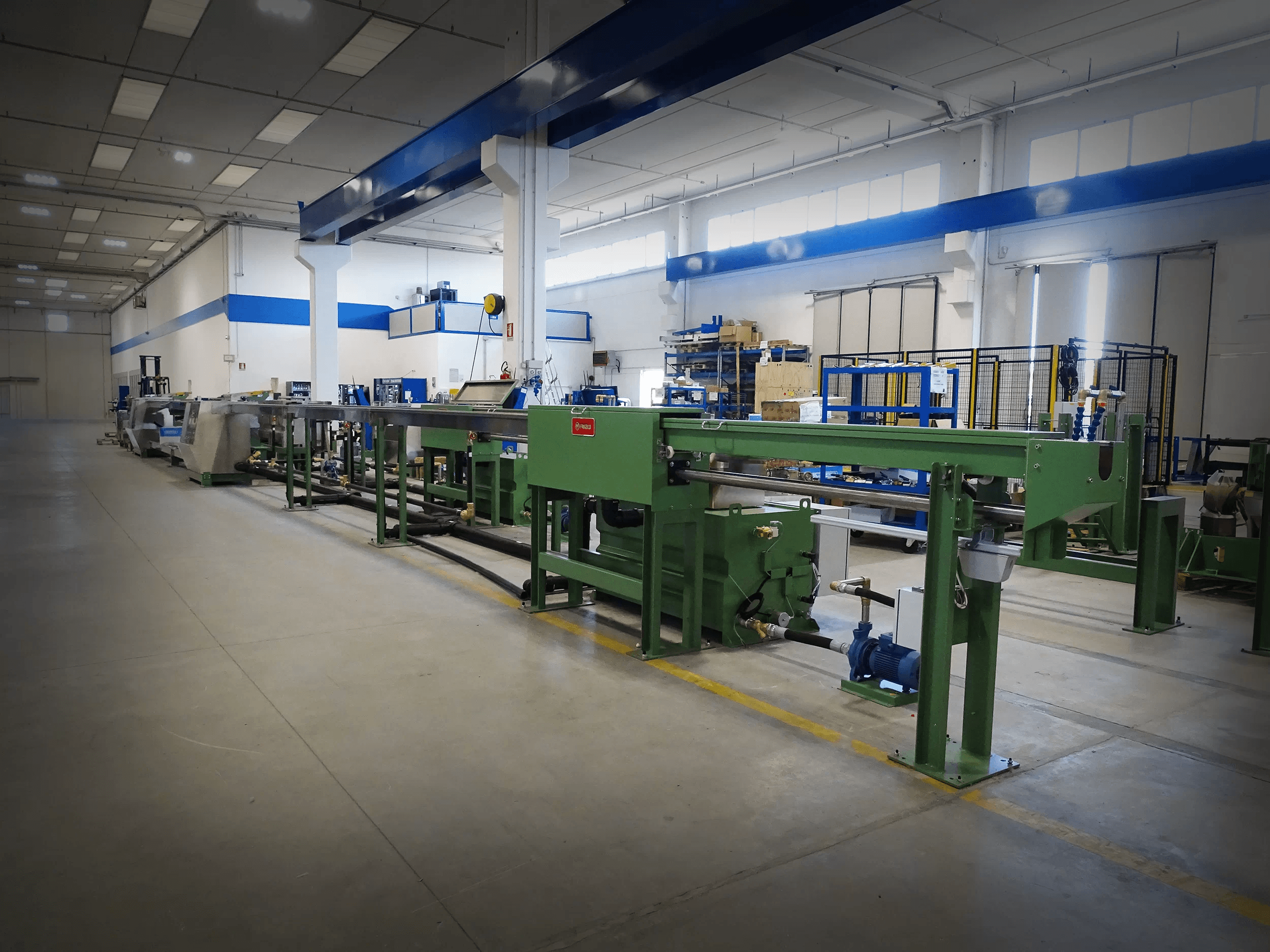
Plant & Machinery Gallery.
A visual overview of our advanced manufacturing facility, equipped with high-performance automated lines to ensure absolute precision.
Facility Unit
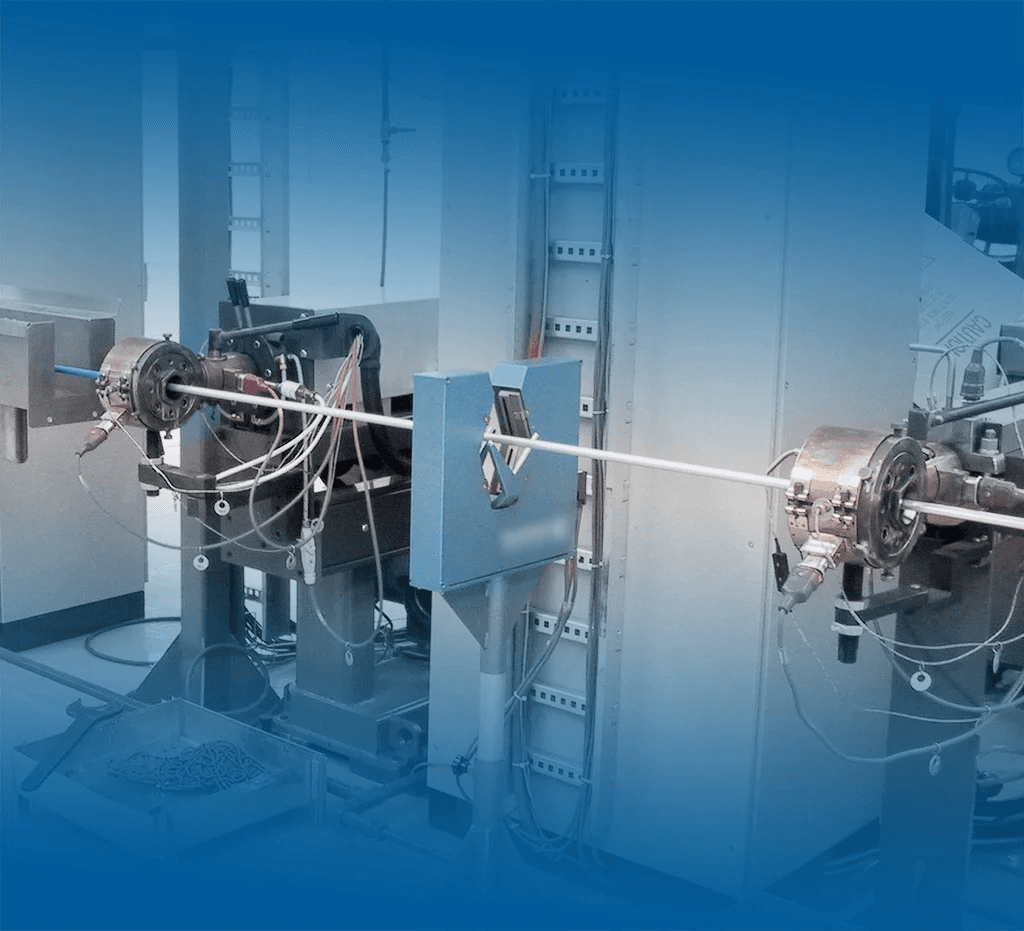
High-Precision Extruder
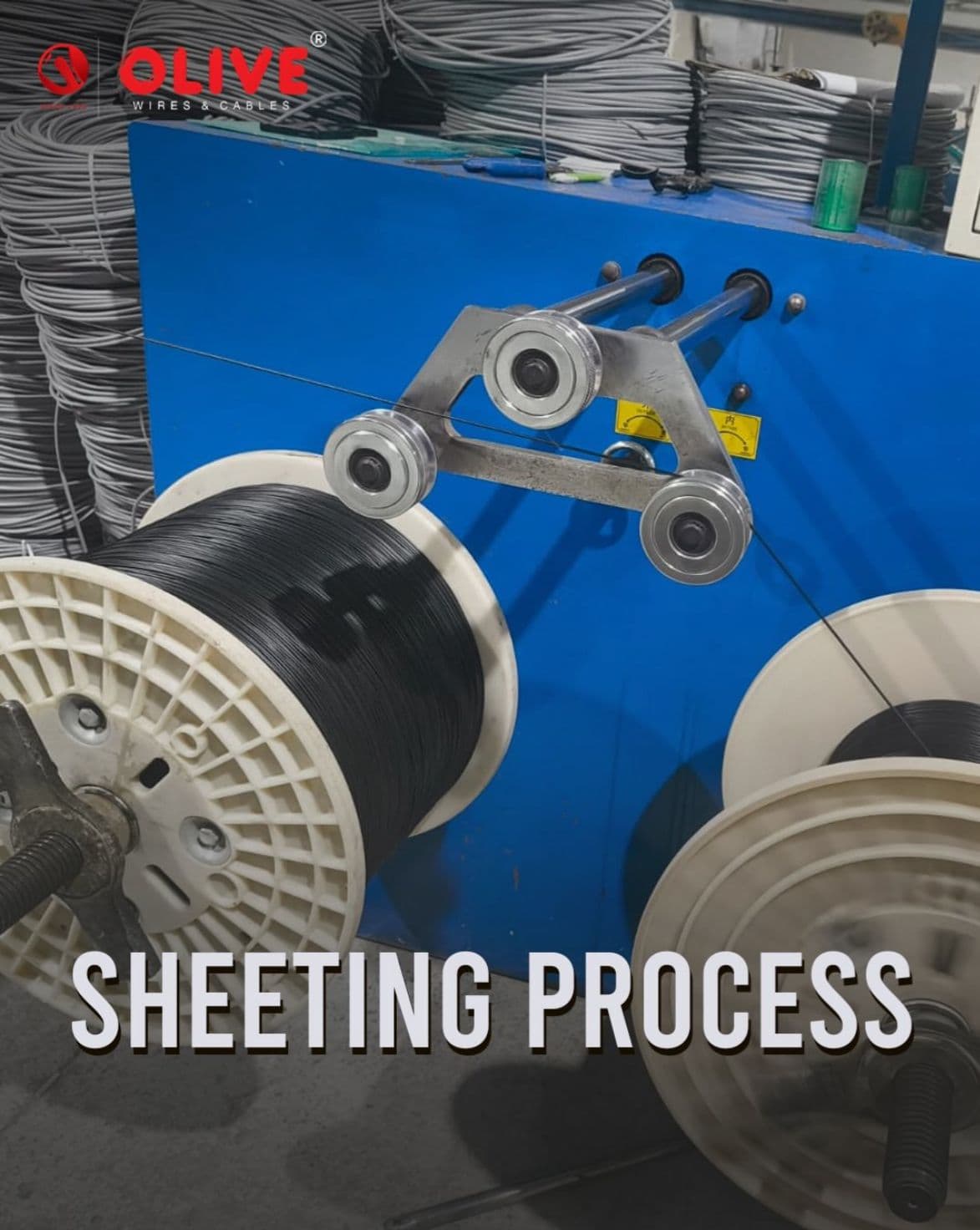
Facility Unit
Sheeting Process

Facility Unit
Bunching Process

Facility Unit
PVC Insulation Line
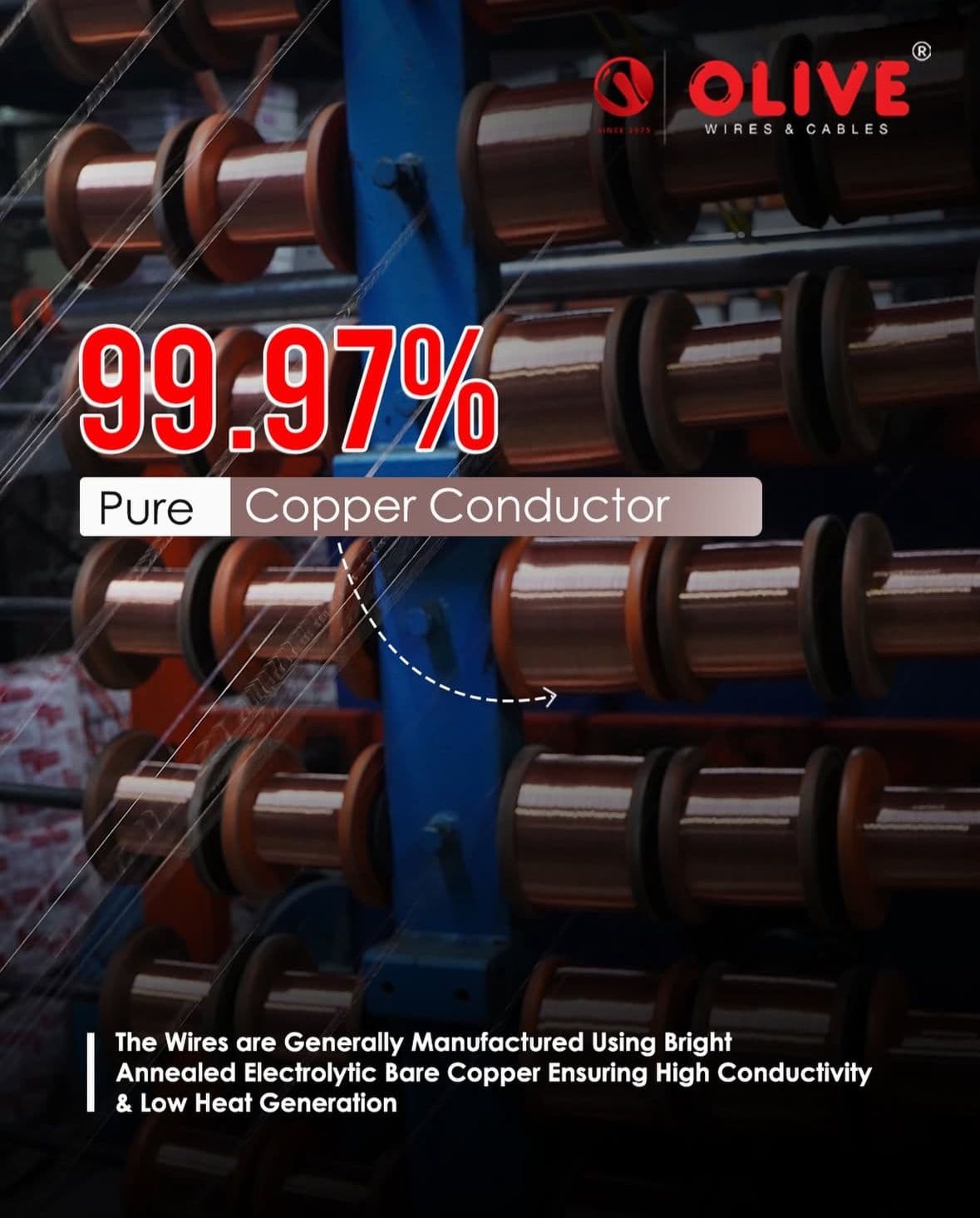
Facility Unit
Copper Drawing System

Facility Unit
Cooling & Sizing Unit
Facility Unit
Heavy Duty Sheathing

Facility Unit
Precision Braiding

Facility Unit
High-Speed Coiler
Facility Unit
Tandem Extrusion

Facility Unit
Master Control Console

Facility Unit
Material Handling System
Technical Framework
Machinery &
Process Flow.
Every stage in the line is arranged to improve consistency, safety, and output accuracy. This block now focuses on actual process checkpoints instead of depending on an image to carry the section.
High-Speed Extrusion
Automated extrusion lines keep insulation thickness consistent across long production batches.
Multi-Core Laying
Precision laying machines maintain stable geometry for lower interference and cleaner electrical performance.
Tandem Insulation
Dual-stage coating strengthens insulation build-up for fire-safety and thermal stability requirements.
Automated Coiling
Robotic coiling and packing maintain meter-length accuracy and faster dispatch readiness.
Online Spark Testing
Continuous line testing helps detect insulation faults before finished coils move to final packing.
Conductor Conditioning
Controlled conductor preparation supports flexibility, conductivity consistency, and smoother downstream processing.
In-House Verification
The Testing Sanctuary.
Every kilometer of cable is subjected to rigorous high-dosage stress testing before it earns the Olive Seal.
High Voltage Spark
Detecting insulation faults at sub-millimeter precision.
Elongation Analysis
Tensile tests to ensure copper and polymer flexibility.
Flame Retardant Lab
In-house burn tests for FR/ZHFR certification compliance.
ADVANCED TEST ECOSYSTEM
Fire Safety Standards.
Industry-leading flame retardant specifications ensuring maximum safety in critical installations.
FR
Flame Retardant
Self-extinguishing cables that prevent fire propagation in residential and commercial installations.
FRLSH
Flame Retardant Low Smoke Halogen
Reduced toxic emissions during fire, ideal for enclosed spaces and high-occupancy buildings.
ZHFR
Zero Halogen Flame Retardant
Premium safety grade with zero halogen emissions, perfect for hospitals, data centers, and metros.

Strategic Industrial
Presence.
Located at the heart of the national electrical hub, ensuring rapid dispatch and logistical efficiency across all of India.